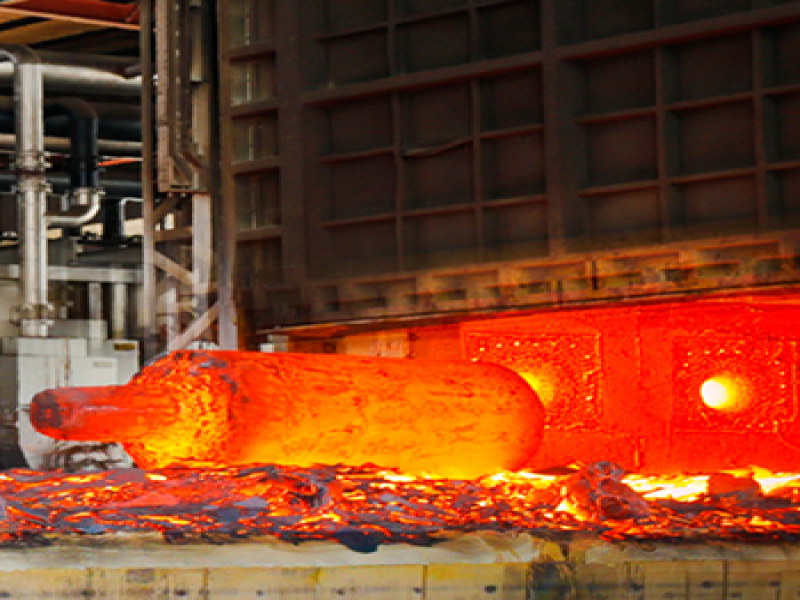
大型工件热处理的核心注意事项,涵盖热应力防控、淬透保障、变形控制三大关键:
一、热应力防控(防开裂核心)
阶梯加热
分段预热:150℃(除氢)→ 450℃(均热)→ 最终温度(升温≤30℃/h);
工件离炉壁≥500mm,垫高300mm保证热流均匀。
冷却控制
油淬:油温80~100℃,动态调节搅拌强度(强→弱过渡);
水淬:喷淋冷却+水温≤40℃(破除蒸汽膜)。
二、淬透性与组织保障
材料选择
禁用碳钢(淬硬层<100mm),必须用Cr-Ni-Mo系合金钢(淬透直径>500mm)。
介质创新
PAG淬火液(浓度10%~15%)平衡冷速;
超重件(>10吨):水-空交替控冷实现梯度组织。
三、变形与残余应力抑制
抗变形工装
多点支撑托盘(防长件弯曲);
预变形补偿(反向预弯抵消淬火畸变)。
时效管理
淬火后2小时内回火(升温≤20℃/h);
深冷处理(-70℃以下)削减30%残余应力。
四、过程监控铁律
温度场追踪:埋入式热电偶(心表温差≤80℃) + 红外热成像实时预警;
无损检测:
高频UT探伤(检出Ø2mm缺陷);
X射线衍射测残余应力(<150MPa达标)。
五、三大绝对禁区
禁超速升温:>30℃/h直接导致心表应力裂;
禁延迟回火:淬火后>2h未回火必开裂;
禁单点吊装:变形超标率100%(需多吊点均载)。
血泪教训:某5吨转子因升温超速(50℃/h)致心表温差140℃——淬裂报废,损失2000万!
终极法则:
慢升温保均匀 · 快淬火控组织 · 速回火消应力 · 精监控防微瑕
大件热处理是毫厘定生死的工艺,1℃/h的偏差即可能摧毁百万工件!